Wet-Area Cabinet Laminate Edging Anti-Moisture Fixing Bali

Wet-Area Cabinet Laminate Edging & Anti-Moisture Fixing Bali: A Finishing Specialist’s Guide
1) The Specific Problem
In Bali’s tropical climate—high humidity, salt-laden air, and heavy cleaning cycles—cabinetry in bathrooms, laundries, and wet kitchens often fails at the edges: swelling cores, lifted laminate, blackened silicone, and soft plinths. The root cause is almost always the same: unsealed or poorly detailed edges and penetrations that allow capillary moisture ingress. This Bali area guide explains, in technical depth, how Teville executes wet-area cabinet laminate edging and anti-moisture fixing to achieve durable, sanitary, and visually clean finishes for interior finishing Bali, renovation Bali, and furniture installation within premium villas and hospitality projects.
2) Technical Deep Dive: How Edges Fail—and How We Stop It
Humidity and salt attack the weak link—the edge. Laminates (HPL/CPL) resist moisture on their faces, but the vulnerable point is the edge and any raw core exposed during cutting, boring, and installation. In Bali, daily RH swings (70–95%) and wind-driven rain create repeated wet/dry cycles that pump moisture into micro-gaps. Capillary action then wicks water under laminate at the edge band line, leading to swelling, de-bonding, and mold.
Core selection matters, but detailing is decisive. Moisture-resistant (HMR) particleboard or MR MDF slows water uptake, yet neither is “waterproof.” In wet areas, edge protection is the performance driver. That means selecting a robust edge band type, applying the right adhesive system, and sealing all cut edges and penetrations—including the hidden ones.
Edge band materials:
- ABS (1–2 mm) is our Bali workhorse. It’s tough, heat-formable, chlorine-cleaner tolerant, and color-stable. We specify 2 mm ABS on high-exposure edges (under-sink base, vanity doors, bin pull-outs) and 1 mm where abrasion is lower.
- PVC performs acceptably but can embrittle with UV/heat in beachfront villas and is less preferred for premium finishing.
- PP/laser-edged bands enable near-invisible joints; we use them selectively for minimalist aesthetics where a seamless edge aids hygiene.
Adhesive systems: PUR vs EVA hotmelt. In Bali’s wet zones, reactive polyurethane (PUR) hotmelt delivers superior heat/water resistance. PUR crosslinks, creating a thin, moisture-stable bond line that resists chlorine cleaners and steam. EVA hotmelt is serviceable in dry interiors but softens with heat and can open at the micro-gap in wet service; we avoid EVA for wet edges. Critical machine parameters include preheat to supplier spec, stable feed speeds, adequate pressure, and post-trim scraping/polishing to close the joint line.
Edge sealing strategy: treat all unlaminated core as “exterior.” For sink/cooktop cut-outs, hinge plates, shelf pins, and service penetrations, we seal raw core twice with 2-part epoxy or PU edge sealer before hardware goes in. We back-butter hardware screws with MS polymer or neutral-cure sanitary silicone and set stainless fasteners through the wet sealant. Any scribe cuts to walls/floors get sealed the same way before final silicone.
Plinths and kick zones: stop ground moisture. Water ponds on floors. We elevate cabinets on plastic adjustable legs (not timber blocks) and use aluminum or ABS plinths with the back edge sealed to the carcass and the bottom edge siliconed to the floor, forming a washable cove. Timber skirtings in wet areas are avoided unless sealed 360° and gasked.
Ventilation to dry what will get wet. Even with best detailing, bathrooms breathe moisture. We keep a 10–15 mm shadow gap at the cabinet back over wall battens to avoid trapping condensation, and we incorporate discrete ventilation slots inside under-sink bases. This allows incidental moisture to evaporate instead of being absorbed.
Hardware and fixings in the tropics. We specify stainless steel A2 (304) as minimum; A4 (316) within 1 km of coastlines or in salt-mist-exposed villas. Hinges and drawer systems should carry corrosion resistance ratings and be fitted after sealing all pilot holes. Magnetic catches get plastic housings; steel plates are sealed in.
Silicone and sealant chemistry. For visible joints we use neutral-cure sanitary silicone (non-acetic) with anti-fungal additives. Acetoxy systems can attack some metals and leave a persistent vinegar odor—unsuitable for premium villas. In concealed structural sealing (e.g., under-sink baffle edges), MS polymers are favored for their paintability and long-term elasticity.
Balanced lamination and edge symmetry. Warping opens joints. We laminate both sides of doors/panels with materials of similar thickness and coefficient (e.g., HPL both faces or HPL face/CPL backer). Edge bands are kept symmetric on opposing edges to balance tension. A 0.5–1.0 mm radius break prevents chipping and helps the sealant wet the edge when needed.
Field realities in Bali. Boards stored in damp, unconditioned rooms arrive wet and machine poorly. We warehouse and acclimatize cores to ~12–14% moisture content before processing. During monsoon, delivery and installation sequencing avoids unprotected exposure; edges never sit on wet floors; and we perform a “spray & dwell test” after installation to verify that beads and bands are tight.
Result: When edge band selection, adhesive, sealing, ventilation, and hardware specification are integrated, wet-area cabinetry survives Bali’s climate with clean lines and low maintenance—exactly the finishing standard Teville is known for in Bali villa construction and interior finishing Bali.
3) Materials & Standards We Recommend
- Substrates (wet-area grade):
- HMR particleboard (P3/P5 humid class) for carcasses and shelves; dense core with moisture-repellent resin.
- MR MDF (E1) for painted elements or profiled edges where HPL is not used.
- Marine plywood (quality face veneers) for high-splash plinths or where point loads and frequent washdowns occur.
- Decor surfaces:
- HPL (High Pressure Laminate) to EN 438 class for faces and splash-prone panels; postforming grades where curved drops are needed.
- CPL/backer laminate on reverse faces to balance.
- Edgebanding: Color-matched ABS 1–2 mm or laser-edge PP for seamless looks; 2 mm at high-impact/wet zones.
- Adhesives & sealers:
- PUR hotmelt for edge banding in all wet-area components.
- Wood adhesive class D4 (exterior-rated) for carcass assembly where gluing is required.
- 2-part epoxy or PU edge sealer on raw cut edges and penetrations, minimum two coats.
- Neutral-cure sanitary silicone and MS polymer for perimeter and concealed seals.
- Hardware & fixings: Stainless steel A2/304 (A4/316 near coast), plastic/SS adjustable legs, aluminum or ABS plinths, non-corroding shelf supports.
- Reference products: Moisture-resistant cabinetry panels like those from Laminex (AU) are designed to withstand moisture and are supplied ready to cut. In Bali we source equivalent HMR/MR boards through regional distributors or verified imports.
- Compliance culture: We align with recognized laminate and adhesive standards (e.g., EN 438 for HPL, D3/D4 adhesive classes for moisture exposure) and local Indonesian good-practice norms. Where client specifications call for emissions or hygiene labels (e.g., E1 formaldehyde, food-safe surfaces), we document and verify.
4) Step-by-Step Process Teville Uses
4.1 Survey & Moisture Strategy
- Assess room ventilation, splash zones, cleaning routines, and proximity to ocean exposure.
- Map all edges by risk: A (direct wet), B (incidental splash), C (dry interior). This drives band thickness, sealant, and adhesive choices.
- Verify substrate compatibility with intended finish and hardware loads.
4.2 Shop Drawings & Edge Map
- Produce detailed drawings with an “edge schedule” labeling each panel edge with band material, thickness, adhesive, and sealing notes.
- Call out all penetrations (sinks, taps, waste, hinges, pulls) for pre-sealing and stainless hardware.
4.3 Procurement & Conditioning
- Source HMR/MR cores, HPL, ABS bands, PUR hotmelt, sealants, and SS hardware. Verify batch consistency and color match.
- Acclimatize boards 48–72 hours in a conditioned shop (target 12–14% MC) to reduce post-install movement.
4.4 Cutting & Machining
- Panel saw/cnc with sharp, low-chip tooling; oversize by +1 mm for edge band allowance.
- Immediately seal all sink/cooktop/pipe cut-outs and any exposed core with epoxy/PU sealer; two coats, edges wet-on-dry.
- Pre-drill hardware holes; flood with sealer; allow cure before assembly.
4.5 Edgebanding (PUR)
- Set edgebander to PUR parameters; apply primer if band supplier requires.
- Bond 2 mm ABS at A-risk edges, 1 mm at B/C; end trim, top/bottom trim, radius scrape, buff. Inspect for continuous squeeze-out line—indicator of full wetting.
- Hand-seal micro-defects at inside corners with MS polymer. No open pores.
4.6 Carcass Assembly
- Use D4 adhesive at carcass joints where applicable; clamp to square; fasten with SS screws through sealed pilot holes.
- Balance laminations both sides to prevent warp; label components to maintain design grain direction.
4.7 Installation & Anti-Moisture Fixing
- Isolate carcasses from floors on plastic legs; set aluminum/ABS plinths. Seal back of plinth to cabinet; silicone to floor after leveling.
- Fix to walls via treated battens; maintain 10–15 mm ventilation gap; seal mechanical penetrations with MS polymer.
- Under-sink: install drip tray, ventilation slots, and moisture alarm (optional); all pipe penetrations sleeved and sealed.
- At walls/tops: apply continuous neutral-cure sanitary silicone bead; tool to cove for cleanable geometry.
4.8 Quality Control & Testing
- Adhesion spot checks at band joints; no light gaps; closed joint line under magnifier.
- Spray & dwell test: mist water along bottoms/vertical edges, 15 minutes; verify no capillary ingress, no beading voids.
- Wipe-down with approved cleaners; confirm no whitening of bond line (poor EVA indicator).
4.9 Handover & Care
 1from 198.000 USD
1from 198.000 USDPrivate: Haridas Villas
 2144 m²11 month(s)from 104.000 USD
2144 m²11 month(s)from 104.000 USDNarayana
 3104 m²11 month(s)from 99.000 USD
3104 m²11 month(s)from 99.000 USDTALA 100
 4344 m²16 month(s)from 290.000 USD
4344 m²16 month(s)from 290.000 USDRadha
 3173 m²6 month(s)from 125.000 USD
3173 m²6 month(s)from 125.000 USDTALA FOUR
Want to calculate?
 164 m²7 month(s)from 79.000 USD
164 m²7 month(s)from 79.000 USDTALA TWO
 172 m²8 month(s)from 120.000 USD
172 m²8 month(s)from 120.000 USDKeshava
 3124 m²6 month(s)from 123.000 USD
3124 m²6 month(s)from 123.000 USDTALA 8
 3127 m²9 month(s)from 177.000 USD
3127 m²9 month(s)from 177.000 USDMukunda
 3180 m²7 month(s)from 142.000 USD
3180 m²7 month(s)from 142.000 USDVasudeva
164 m²7 month(s)from 79.000 USDPrivate: Haridas Villas, Tegallalang
Start With Real Numbers, Not Guesses
Before finalizing your finishing works plan, check realistic cost ranges for your Bali villa project.
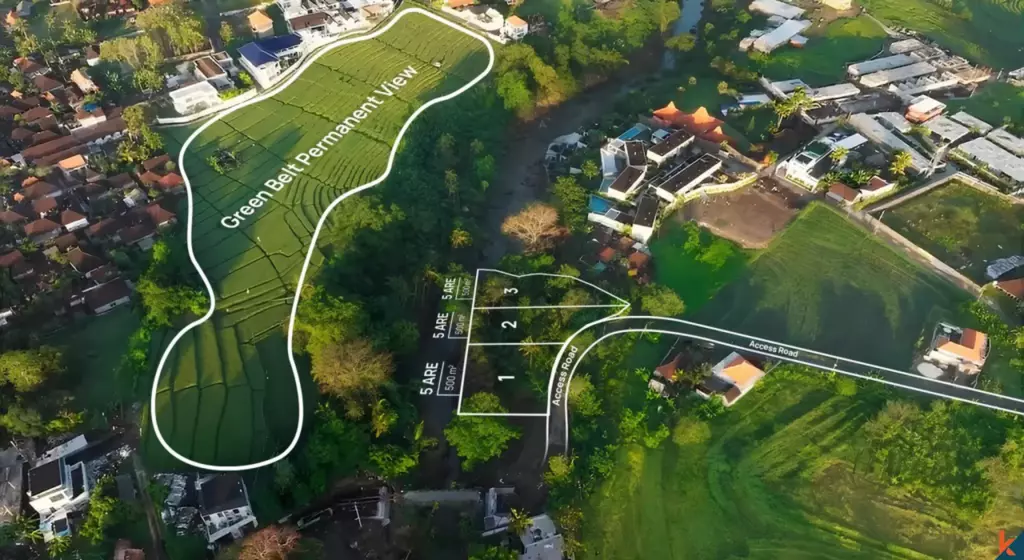
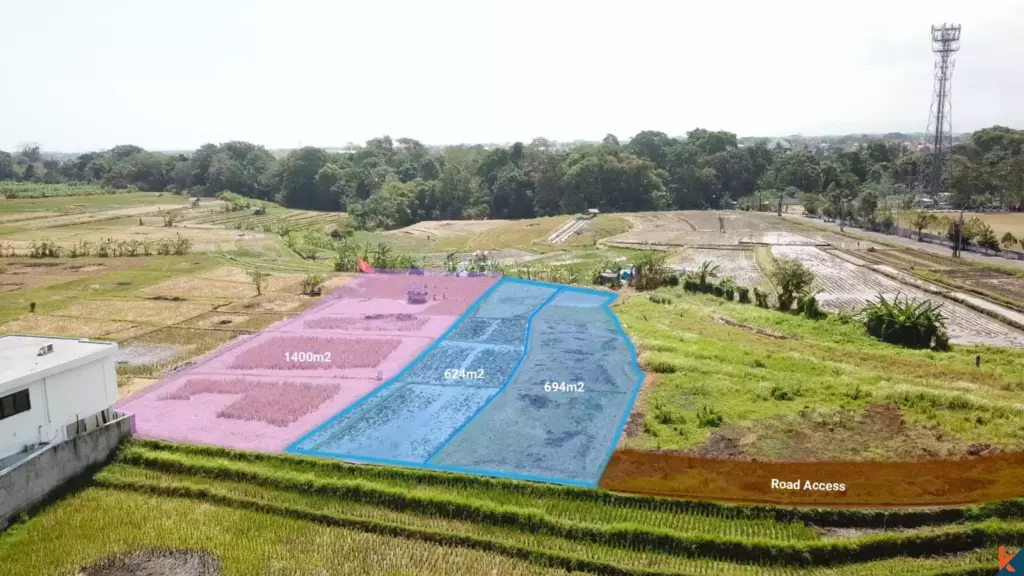
Available lands
 800 m²10 min$ 307882Bali, Tibubeneng
800 m²10 min$ 307882Bali, Tibubeneng
 29000 m²6 min$ 3857143Bali, Tabanan
29000 m²6 min$ 3857143Bali, Tabanan
 585 m²8 min$ 165702Bali, Mengwi
585 m²8 min$ 165702Bali, Mengwi
 6000 m²10 min$ 1330049Bali, Kutuh South Bali
6000 m²10 min$ 1330049Bali, Kutuh South Bali
 5815 m²5 min$ 815740Bali, Tabanan
5815 m²5 min$ 815740Bali, Tabanan
 7000 m²36 min$ 284483Bali, Gianyar
7000 m²36 min$ 284483Bali, Gianyar
 615 m²15 min$ 113608Bali, Tabanan
615 m²15 min$ 113608Bali, Tabanan
 2400 m²7 min$ 496552Bali, Canggu
2400 m²7 min$ 496552Bali, Canggu
 500 m²15 min$ 124692Bali, Kaba Kaba
500 m²15 min$ 124692Bali, Kaba Kaba
 1362 m²15 min$ 335468Bali, Tumbak
1362 m²15 min$ 335468Bali, Tumbak
 1230 m²15 min$ 132543Bali, Tegallalang
1230 m²15 min$ 132543Bali, Tegallalang
 1720 m²2 min$ 241478Bali, Tabanan
1720 m²2 min$ 241478Bali, Tabanan
 260 m²5 min$ 51872Bali, Kedungu
260 m²5 min$ 51872Bali, Kedungu
 5000 m²8 min$ 424877Bali, Ungasan
5000 m²8 min$ 424877Bali, Ungasan
 1000 m²10 min$ 184729Bali, Kutuh South Bali
1000 m²10 min$ 184729Bali, Kutuh South BaliPlanning a build in Bali?
Get a feasibility view, budget range and timeline from Teville.
Related guides

Marine-Grade Fixings for Bali Joinery: Corrosion Protocols
Explore marine-grade fixings and corrosion protocols for Bali coast joinery. Learn materials, maintenance tips, and best practices to extend timber durability.
10 min read
Resin-Infused Plaster Finishes: Anti-Salt Systems Bali
Expert technical guide: Resin-Infused Plaster Finishes: Anti-Salt Systems Bali
8 min read
Prefinished Timber Joinery: Silicone Seals Fixings Bali
Professional prefinished timber joinery installation in Bali with silicone seals and fixings for durable weatherproof performance and a premium finish.
10 min read