Built-In Joinery Finishing: Edge Banding, Veneer Bali

Built-In Joinery Finishing in Bali: Edge Banding, Veneer & Silicone Done Right
Specific Problem/Question
In Bali’s humid, salt-laden tropical climate, how do you achieve durable, premium-looking built-in joinery that won’t delaminate, swell, or mold within a year? For villa kitchens, wardrobes, and media walls, the finishing details—edge banding, veneer application, and silicone sealing—make or break performance. This Bali area guide distills Teville’s field-proven approach so owners planning Bali villa construction, interior finishing Bali, or renovation Bali understand exactly which techniques, materials, and controls deliver long-lasting, high-precision results.
Technical Deep Dive: What Works in Bali’s Climate—and Why
1) Substrate selection defines the finish
In the tropics, substrate movement is the hidden driver of failures. We typically specify MR (moisture-resistant) MDF for painted or veneered interior fronts, and high-quality plywood (poplar/eucalyptus core with low voids) for carcases and any zone exposed to fluctuating humidity (kitchens, laundry). For wet-adjacent areas, marine-grade plywood with sealed edges is preferred. All sheet goods are E1 or better for formaldehyde emissions (TSCA Title VI/CARB2 compliant) and arrive kiln-dried. On site, we acclimatize panels to the project’s equilibrium conditions—air-conditioned interiors target 50–60% RH; naturally ventilated villas often stabilize at 65–75% RH. We verify with moisture meters (wood MC typically 10–14% depending on final environment).
2) Edge banding: the first moisture barrier
Raw panel edges wick moisture and chip under use. Edge banding seals the core and completes the visual line of the cabinetry. For Bali, we prioritize:
- Materials: ABS or PVC edgeband 1.0–2.0 mm for fronts and high-wear edges; 0.6–1.0 mm for interior shelves. Wood veneer edgeband (0.5–1.0 mm) where a perfect species match is needed. PP (polypropylene) is an eco-forward option with good impact resistance.
- Adhesive system: EVA hotmelt is industry standard; PUR (reactive polyurethane) is our preferred upgrade for kitchens and sea-facing villas because it crosslinks with moisture, delivering superior heat/water resistance and near-invisible glue lines. PUR requires dedicated machines and safe handling but outperforms EVA in Bali’s humidity.
- Machine process: Pre-milling removes 0.5–1.0 mm to square and clean the edge. Glue application is tightly controlled (EVA ~190–210°C; PUR ~120–140°C), followed by band application with sufficient pressure for wetting. End trimming, top/bottom flush trimming, corner rounding, and scraping remove squeeze-out. Buffing warms and polishes the edge for a seamless look. For ultra-premium, we can specify zero-joint laser/air-tec edges with co-extruded primer layers.
- Design detailing: Use 2.0 mm ABS on exposed verticals (islands, tall doors) for impact resistance. Seal every cutout (sinks, cooktop apertures, hinge cups) with finishing resin or PU sealer before banding and hardware installation.
3) Veneer finishing: real-wood luxury without the swelling
Veneer offers natural grain with stable performance when applied correctly. Key controls in Bali include:
- Layup balance: Every veneered panel receives a backer veneer (or balancing sheet) to equalize pull and minimize cupping as humidity changes. Face veneer 0.5–0.6 mm is typical; thicker faces can be used on doors with added press time.
- Adhesives: For interior joinery, crosslinking PVA (D3/D4 per EN 204) performs well in tropical interiors. Urea-formaldehyde gives rigid bonds and flatness in vacuum or cold press; we select low-free-formaldehyde formulations. PUR or epoxy is reserved for special substrates (metal, compact laminate) or extreme exposure zones.
- Pressing: Vacuum pressing at −0.7 to −0.8 bar yields consistent results on complex shapes; cold or hot pressing for flat panels. Open time and pressure must match adhesive spec; we run witness samples and destruct tests to confirm bond integrity.
- Surface finishing: Sanding progresses 150 → 180 → 220 grit; we pre-wet and resand open-pore species to manage grain raise in humid air. For topcoat, 2K polyurethane (solvent-borne or high-solids waterborne) gives the most durable film in kitchens. UV-cured finishes are available for shop lines, offering exceptional abrasion and chemical resistance. Oils/waxes look elegant but require vigilant maintenance in Bali; we specify them only for low-use, climate-stable rooms.
- Edge strategy with veneer: For pure wood aesthetic, use matching veneer edgeband applied with PUR. Where durability is paramount (family kitchens, rentals), a color-matched ABS edge with micro-radius can visually disappear while resisting knocks.
4) Silicone sealing: movement joints that keep moisture out
Silicone in Bali is not cosmetic—it’s your expansion joint and moisture gate. We select neutral-cure, non-staining, anti-fungal silicone (often marketed locally as “Silicone Bali” or tropical-grade sealant) for joinery-to-wall, benchtop-to-scribe, backsplash, wet areas, and service penetrations.
- Chemistry: Neutral-cure (alkoxy/oxime) is preferred over acetoxy; it’s compatible with wood, metals, and stone and avoids acid corrosion or veneer discoloration.
- Joint design: 3–6 mm gaps for interior cabinetry; backer rod where depth exceeds 6 mm; bond-breaker tape on the base to ensure two-sided adhesion for proper movement. Tool to a smooth concave profile for strength.
- Substrate prep: Dust-free, solvent-wiped, and primed if porous. We avoid over-siliconing: structural bonds stay adhesive-based; silicone is the flexible sealant, not a glue.
- Color/stain safety: Use non-bleeding, non-staining silicone near natural stone and light veneers; always run a mock-up. Anti-mildew additives are essential for Bali’s bathrooms and beachside kitchens.
5) Environmental control and QA
We maintain 20–28°C and controlled RH in the shop for edging and veneering, and we acclimatize components on site 48–72 hours before installation. Teville’s QC includes bond-line microscopy on edge samples, cross-hatch adhesion on finished veneers, and water-spot/chemical resistance checks on topcoats (per manufacturer protocols). For furniture installation, we set and shim cabinets off damp floors, use PVC/AL toe-kicks, and isolate timber from masonry with membranes, then complete all service penetrations with silicone to protect villa utilities.
Materials & Standards: What We Specify—and Why
- Sheet goods: MR MDF (E1/TSCA Title VI), low-void plywood, and marine ply where required. For high-abuse interiors, compact laminate or HPL-faced panels with sealed edges.
- Edge banding: ABS/PVC 1.0–2.0 mm with pre-primed backs; veneer edgeband for matching species. PUR hotmelt for kitchens and humid zones; EVA acceptable for wardrobes and dry media units with proper sealing.
- Adhesives for veneer: D3/D4 crosslinking PVA (EN 204), UF with low free formaldehyde (press lines), PUR/epoxy for specialty layups. All adhesives stored per spec to avoid moisture contamination.
- Topcoats: 2K polyurethane systems (clear or pigmented), professional-grade waterborne PU for low VOC, or UV-cured for shop-applied lines. We avoid nitrocellulose in kitchens due to chemical resistance limits.
- Sealants: Neutral-cure silicone meeting ISO 11600 or ASTM C920, non-staining, anti-fungal, ≥25% movement capability. For paintable joints, we switch to hybrid MS polymer, not acetoxy silicone.
- Hardware interface: All hinge cups, pull handles, and appliance panels are sealed at cut edges with PU sealer; stainless fasteners near coastal fronts.
- Compliance & safety: E1/CARB2 emissions for indoor air quality; low-VOC finishing options available. Electrical penetrations for under-cabinet LEDs are grommeted and sealed to protect villa utilities from humidity ingress.
These specifications reflect Teville’s lessons from hundreds of joinery packages delivered under Bali villa construction programs—optimized for durability, repairability, and visual consistency in the tropics.
Step-by-Step Process We Follow
1) Consultation and scope definition
- Survey spaces, discuss usage (owner-occupied vs. rental), and humidity exposure (AC vs. naturally ventilated).
- Review finishes and grains; mock-ups for veneer species and edge details.
- Coordinate with MEP for appliance ventilation, lighting channels, and service access to protect villa utilities.
2) Technical design and sampling
- Produce shop drawings with panel specs, edge thickness, grain direction, scribe allowances, and silicone joint locations.
- Create bonded samples: edge band (EVA vs. PUR), veneer layup, and full finish stack (sealer/topcoat), including a chemical resistance matrix for kitchens (coffee, wine, detergents).
3) Material procurement and conditioning
- Receive certified MR MDF/ply; verify MC with calibrated moisture meters.
- Acclimatize veneers and bands to shop conditions; rotate stock to avoid surface case-hardening in humid weeks.
4) Cutting and edge preparation
- Panel saw/CNC with sharp carbide; label edges requiring 2.0 mm banding.
- Pre-mill edges 0.5–1.0 mm for square, clean bonding surfaces.
- Seal vulnerable apertures (sink, tap, appliance vents) with PU edge sealer before banding.
5) Edge banding execution
- Set glue temp and feed speed per adhesive spec; verify wetting through squeeze-out and thermal camera spot checks.
- Perform end trim, flush trim, corner rounding, scraping, and buffing to a uniform micro-radius. Where manual, use edge trimmers and block sanding; maintain consistent pressure to avoid telegraphing.
- QA: Peel tests on witness strips and humidity cabinet checks for PUR bonds.
6) Veneer layup and pressing
- Joint veneer leaves with tight seams; apply backer veneer for balance.
- Spread adhesive uniformly (specified grams/m²), respect open time; load in vacuum bag or press with cauls.
- Post-press, condition panels flat on stickers; trim and square.
7) Finishing system
- Sanding schedule 150→180→220; grain-raise management for open-pore species.
- Apply sealer coats, denib, then 2–3 topcoats of 2K PU. For pigmented finishes, use catalyzed primer + topcoat; confirm opacity at edges.
- Edge saturation: flood edges lightly on first coat to close micro-channels in veneer/ABS interface.
8) Furniture installation and silicone sealing
- Set carcases level on isolated plinths; scribe to walls with 3–6 mm planned silicone joints.
- Install counters/backsplashes; mask, gun, and tool neutral-cure silicone. Use backer rod for deeper joints; color-match for invisible lines.
- Seal all service penetrations and under-sink cabinets; fit drip trays and ventilation grilles where appliances add moisture.
9) Commissioning and QA
- Check door reveals, edge uniformity, and finish film thickness with wet-film gauges and gloss meters as needed.
- Water-bead and detergent tests on counters, coffee/wine spot tests on finished veneer samples.
- Document maintenance plan and provide touch-up kits and spare edgeband/veneer rolls.
10) Handover and aftercare
- Educate housekeeping: neutral pH cleaners only; no abrasives or bleach on PU finishes.
- Plan silicone inspection annually; renew in wet zones every 18–24 months depending on exposure.
See how
 164 m²7 month(s)from 79.000 USD
164 m²7 month(s)from 79.000 USDPrivate: Haridas Villas, Tegallalang
 3180 m²7 month(s)from 142.000 USD
3180 m²7 month(s)from 142.000 USDVasudeva
 172 m²8 month(s)from 120.000 USD
172 m²8 month(s)from 120.000 USDKeshava
Want to calculate?
 3127 m²9 month(s)from 177.000 USD
3127 m²9 month(s)from 177.000 USDMukunda
 3173 m²6 month(s)from 125.000 USD
3173 m²6 month(s)from 125.000 USDTALA FOUR
 1from 198.000 USD
1from 198.000 USDPrivate: Haridas Villas
 3104 m²11 month(s)from 99.000 USD
3104 m²11 month(s)from 99.000 USDTALA 100
 3124 m²6 month(s)from 123.000 USD
3124 m²6 month(s)from 123.000 USDTALA 8
 4344 m²16 month(s)from 290.000 USD
4344 m²16 month(s)from 290.000 USDRadha
164 m²7 month(s)from 79.000 USDTALA TWO
 2144 m²11 month(s)from 104.000 USD
2144 m²11 month(s)from 104.000 USDNarayana
Start With Real Numbers, Not Guesses
Before finalizing your finishing works plan, check realistic cost ranges for your Bali villa project.
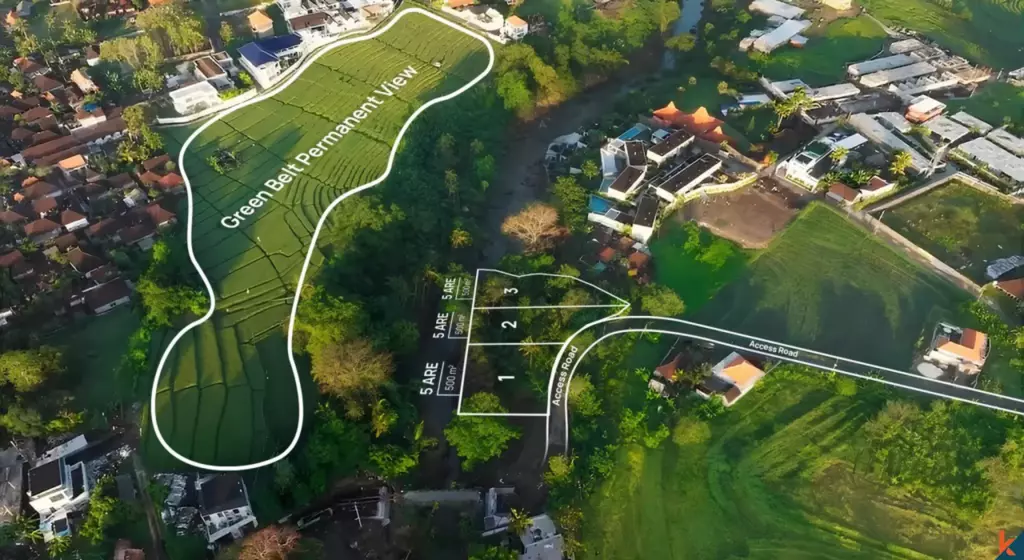
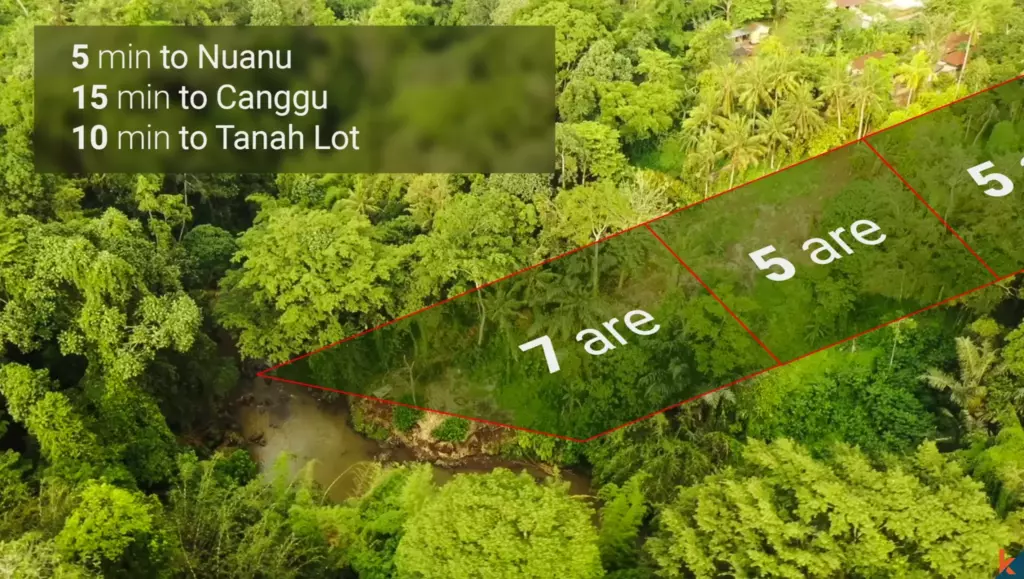
Available lands
 5000 m²8 min$ 424877Bali, Ungasan
5000 m²8 min$ 424877Bali, Ungasan
 911 m²15 min$ 248217Bali, Pererenan
911 m²15 min$ 248217Bali, Pererenan
 3900 m²10 min$ 432266Bali, Tabanan
3900 m²10 min$ 432266Bali, Tabanan
 3800 m²15 min$ 100616Bali, Pererenan
3800 m²15 min$ 100616Bali, Pererenan
 2800 m²2 min$ 713793Bali, Kedungu
2800 m²2 min$ 713793Bali, Kedungu
 500 m²15 min$ 124692Bali, Kaba Kaba
500 m²15 min$ 124692Bali, Kaba Kaba
 1375 m²10 min$ 447044Bali, Canggu
1375 m²10 min$ 447044Bali, Canggu
 2700 m²30 min$ 314224Bali, Sidemen
2700 m²30 min$ 314224Bali, Sidemen
 5815 m²5 min$ 815740Bali, Tabanan
5815 m²5 min$ 815740Bali, Tabanan
 615 m²15 min$ 113608Bali, Tabanan
615 m²15 min$ 113608Bali, Tabanan
 2800 m²15 min$ 310345Bali, Tabanan
2800 m²15 min$ 310345Bali, Tabanan
 3100 m²15 min$ 257697Bali, Tegallalang
3100 m²15 min$ 257697Bali, Tegallalang
 1700 m²10 min$ 632257Bali, Kuta
1700 m²10 min$ 632257Bali, Kuta
 500 m²10 min$ 107143Bali, Tabanan
500 m²10 min$ 107143Bali, Tabanan
 750 m²15 min$ 187038Bali, Kerobokan
750 m²15 min$ 187038Bali, KerobokanPlanning a build in Bali?
Get a feasibility view, budget range and timeline from Teville.
Related guides

Marine-Grade Fixings for Bali Joinery: Corrosion Protocols
Explore marine-grade fixings and corrosion protocols for Bali coast joinery. Learn materials, maintenance tips, and best practices to extend timber durability.
10 min read
Resin-Infused Plaster Finishes: Anti-Salt Systems Bali
Expert technical guide: Resin-Infused Plaster Finishes: Anti-Salt Systems Bali
8 min read
Prefinished Timber Joinery: Silicone Seals Fixings Bali
Professional prefinished timber joinery installation in Bali with silicone seals and fixings for durable weatherproof performance and a premium finish.
10 min read